Faipari gőzölő, amikor a faanyagot elő kell készíteni a következő művelethez
A gőzölés nem önmagáért való technológia. Akkor érdemes vizsgálni, ha hajlításhoz, színmódosításhoz vagy további feldolgozáshoz kell előkészíteni a faanyagot.

- ISVE gyártói háttér 1977 óta
- ECOTEQ hivatalos magyarországi szerviz
- magyar nyelvű műszaki támogatás
- tanácsadástól a szervizig
- személyre szabott műszaki javaslat
A fa biológiai eredetéből adódóan a szálak egyenetlenül oszlanak el, ezért a faelemek alakváltozása nehezen tervezhető. A gőzölés hő és nedvesség hatására teszi a faanyagot alakíthatóbbá vagy módosítja a színét.
A gőzölő a teljes gyártási folyamat része, nem önálló szárító- vagy mozgatófeladat; az eredmény fafaj-, méret- és folyamatfüggő.
5,5–21 m³


Hő és nedvesség
A zárt kamrában a hő és a nedvesség teszi a faanyagot alakíthatóbbá, vagy módosítja a színét.
Mit ad a gőzölés számokban?
A plasztifikálás 70 °C-tól, optimálisan 145–150 °C-ig történik, ideális fanedvesség 14–16% mellett. A pontos paraméterek fafajtól és céltól függnek.
Mire jó?
Hajlítás előkészítéséhez
Bizonyos faipari feladatoknál a gőzölés segíthet a faanyag alakíthatóságának előkészítésében.
Színmódosításhoz
Egyes fafajoknál a gőzölés a színképet is befolyásolhatja. Az eredmény fafaj- és folyamatfüggő.
Technológiai előkészítéshez
A gőzölő a teljes gyártási folyamat része lehet, nem különálló gépvásárlásként érdemes kezelni.
Hogyan működik?
- 01
Berakodás
A faelem zárt kamrába kerül a kezeléshez.
- 02
Gőzölés (hő + nedvesség)
A hő és a nedvesség hatására a faanyag alakíthatóbbá válik, vagy a színe módosul. Az eredmény fafaj-, méret- és folyamatfüggő.
- 03
Megmunkálás / előkészítés
A gőzölést a hajlítás, formázás vagy a következő gyártási lépés követi, a gőzölő a gyártási folyamat része.
Mikor nem biztos, hogy ez kell?
Ha a cél csak gyors szárítás, akkor először vákuumszárító irányban kell gondolkodni. Ha a cél tartós faanyagvédelem, akkor a faimpregnálás lehet a relevánsabb irány.
Szükséges adatok
- fafaj
- elem mérete
- cél: hajlítás, szín, előkészítés
- mennyiség
- jelenlegi technológia
- energiaellátás
- telepítés helye
- időzítés
Műszaki tájékozódás
Tájékoztató tartomány az elektromos gőzölő kivitelhez; a pontos méretezés az egyeztetés alapján készül.
| Paraméter | Érték |
|---|---|
| Rakatméret | 5,5–21 m³ ISVE gyártói adat |
| Belső hossz | 4,5–18 m ISVE gyártói adat |
| Teljesítmény | 10–22 kW ISVE gyártói adat |
| Vákuum | 150–650 mmHg ISVE gyártói adat |
| Tömeg | 3 000–15 000 kg ISVE gyártói adat |
| Autokláv | AISI 304, ⌀400 mm, egy- vagy kétkamrás ISVE gyártói adat |
| Vezérlés | Siemens PLC, magyar nyelvű érintőképernyő |
| Garancia | 24 hónap ISVE gyártói adat |
Gyakori kérdések
A gőzölő szárító helyett van?
Nem. Más technológiai célra való. Szárításhoz vákuumszárítót, faanyagvédelemhez impregnálót kell vizsgálni.
Minden fafajnál ugyanazt az eredményt adja?
Nem. A gőzölés eredménye fafajtól, mérettől és folyamattól függ.
Önállóan vagy rendszer részeként érdemes venni?
Ezt a technológiai cél dönti el. Sok esetben a szárítási vagy gyártási folyamat mellé kell illeszteni.
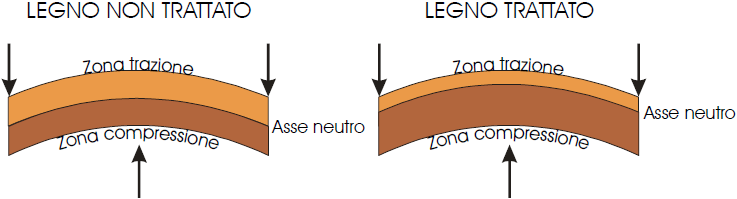
Mit jelent a fa plasztifikálása?
A fa azon képességének növelése, hogy tartósan felvegyen egy adott formát, hő és nedvesség hatására hajlíthatóvá válik.
Melyik fafaj a legalkalmasabb a hajlításhoz?
Elsősorban a bükk, majd a kőris, juhar, nyír, tölgy, gesztenye, akác, cseresznye. Csak csomó- és rosthibáktól mentes faanyaggal érhető el jó eredmény.
Egy- vagy kétkamrás kivitelt válasszak?
A kettős autokláv folyamatosabb munkát tesz lehetővé; a megfelelő kivitel a darabszámtól és a darabhossztól függ, egyeztetés alapján.
Ez a megfelelő technológiai irány?
Írja le, milyen faanyagot, milyen célból gőzölne. Megnézzük, hogy ez-e a megfelelő technológiai irány.