Gőzölés · ISVE
Gőzölő — plasztifikálás gőzöléssel
Elektromos gőzfejlesztésű ISVE gőzölő berendezés a fa plasztifikálásához: vákuum és vízgőz együttes hatásával képlékennyé teszi a faanyagot a hajlításhoz és formázáshoz, kiegyenlíti a színt és oldja a belső feszültségeket.

ISVE elektromos gőzölő — a faanyag plasztifikálása hajlításhoz vákuum és vízgőz hatásával
- Hivatalos ISVE-képviselet
- Olasz gyártás 1977 óta
- CE-megfelelőség
- Helyi magyar szerviz
- Eredeti ISVE alkatrészek
Áttekintés
A fa értékes, de biológiai eredetéből adódóan sajátos szerkezetű alapanyag: a rostok egyenetlen eloszlása miatt a hajlítása sok bizonytalanságot rejt. Az ISVE elektromos gőzölői vákuum és vízgőz együttes hatásával plasztifikálják a faanyagot, így az könnyen, maradandó alakváltozással hajlítható vagy formázható. A berendezés rozsdamentes acél autoklávokból épül fel, egy vagy két autoklávos kivitelben, a megrendelő igényei szerint változó hosszúsággal. A magyarországi telepítést, betanítást és szervizt az ECOTEQ Kft. biztosítja, az ISVE hivatalos magyar képviseleteként.
Rakatméret
5,5 – 21 m³
Eredeti ISVE · 1977 óta · CE
Helyi ECOTEQ szerviz, magyarul
Mire jó?
01
Tömör hajlított fa gyártása
Bútor- és belsőépítészeti elemekhez, ahol a faanyagot maradandóan ívessé kell formázni. A plasztifikálás után a fa hajlítható, majd formában szárítva visszanyeri eredeti szilárdságát.
02
Szín kiegyenlítése és sötétítése
A gőzölés egységesíti és sötétíti a faanyag színét, ami a természetes színkülönbségek elfedéséhez, illetve dekoratív, melegebb tónus eléréséhez egyaránt hasznos.
03
Belső feszültségek oldása
A gőzölés csökkenti a faanyagban felhalmozódott belső feszültségeket, ezzel stabilabbá teszi a félkész terméket a további megmunkálás és a végső felhasználás során.
04
Hajlításra alkalmas keményfák előkészítése
Elsősorban bükk, valamint kőris, juhar, nyír, tölgy, gesztenye, akác és cseresznye félkész termékek képlékennyé tétele csomó- és rosthibáktól mentes anyagból.
Hogyan működik?
- 01
Plasztifikálás (gőzölés)
A faanyagot vákuum és telített vízgőz hatásának teszik ki. A gőzölés alatt a darabok felülete nedvesedik (kívülről kb. 20%-ig), a hengerben visszatartott kondenzátum jelenlétében akár 40%-ig, ami gyorsabb és jobb minőségű plaszticitást eredményez. A hevítés a plaszticitást fokozza.
- 02
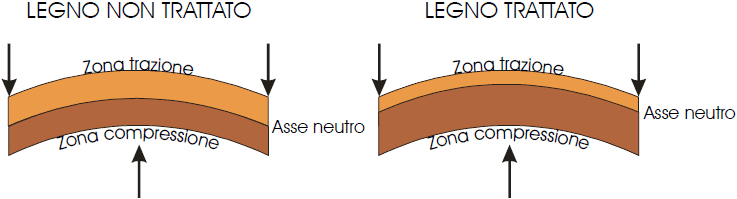
Hajlítás / formázás
A felmelegített, képlékeny faanyagot formába hajlítják. Az alakító sablonok megakadályozzák a megnyúlást a húzott zónában, így a semleges vonal a hajlítási ív külső oldala felé tolódik, és a plasztikus keresztmetszet megnő.
- 03
Stabilizálás szárítással
A meleg, hajlított fát a formában hagyják kihűlni és kiszáradni; a szárítást a hajlítás rögzítéséhez a megfelelő hőmérsékleten végzik. A fa ezzel megőrzi az új alakját és visszanyeri eredeti szilárdságát.
- 04
Kivétel és ellenőrzés
A stabilizált, formatartó elemeket kiveszik, és a nedvességtartalom kiegyenlítődése után készek a további megmunkálásra.
Műszaki adatok
Amit pontosan tudunk, azt közöljük; a többit nyíltan „— egyeztetés alapján” jelöljük. A konkrét méretezés az igényfelmérés alapján készül.
| Paraméter | -tól | -ig | Mértékegység |
|---|---|---|---|
| Rakatméret | 5,5 | 21 | m³ |
| Belső hossz | 4,5 | 18 | m |
| Teljesítmény | 10 | 22 | kW |
| Vákuum | 150 | 650 | mmHg |
| Tömeg | 3 000 | 15 000 | kg |
Képgaléria



Gyakori kérdések
Érdekli a Gőzölő?
Kérjen műszaki igényfelmérést — a faanyag, a mennyiség és a cél alapján méretezett javaslatot és árajánlatot adunk.